
İndüksiyon Nedir?

Inductotherm Grup şirketleri çeşitli sektörlerdeki ergitme, ısıtma ve kaynak işlemlerinde elektromanyetik indüksiyonu kullanmaktadır. Peki ama indüksiyon tam olarak nedir? Ve diğer ısıtma yöntemlerinden farkı nedir?

Tipik bir mühendis için indüksiyon, etkileyici bir ısıtma yöntemidir. Bobin içine yerleştirilmiş bir parça metalin saniyeler içinde kor kırmızı hale geldiğini görmek, indüksiyonla ısıtmaya aşina olmayanlar için şaşırtıcı olabilir. İndüksiyonla ısıtma ekipmanları fizik, elektromanyetizma, güç elektroniği ve süreç yönetimine ilişkin bilgi ve kavrayış gerektirmekle beraber, indüksiyonla ısıtmaya ilişkin temel kavramları anlamak kolaydır.
Temel Prensipler
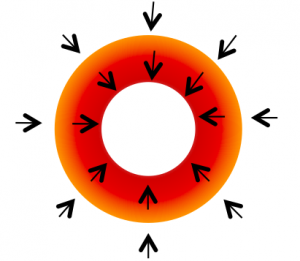
Michael Faraday tarafından keşfedilen indüksiyon, iletken malzemeden (bakır gibi) yapılma bir bobinle başlar. Bobinden akım geçtikçe bobin içinde ve etrafında bir manyetik alan oluşur. Manyetik alanın iş yapabilme özelliği, bobin tasarımına ve bobinden geçen akım miktarına bağlıdır.

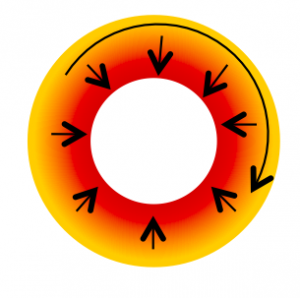
Manyetik alanın yönü akımın geçiş yönüne bağlıdır; dolayısıyla, bobinden geçen alternatif akım, manyetik alan yönünün alternatif akım frekansıyla aynı hızda değişmesine yol açacaktır. 60Hz AC akım, manyetik alanın bir saniyede 60 kez yön değiştirmesine sebep olur. 400kHz AC akım ise manyetik alanın bir saniyede 400.000 kez yön değiştirmesine neden olur.
İletken malzemeden bir iş parçası bir değişken manyetik alan (AC ile yaratılan bir alan gibi) içine yerleştirildiğinde, iş parçasında gerilim indüklenmesine sebep olur (Faraday Kanunu). İndüklenen gerilim de elektron akışına, yani akıma yol açar! İş parçasında akan akım, bobindeki akıma ters yönlüdür. Bu da bobindeki akımın frekansını kontrol etmek suretiyle iş parçasındaki akımı kontrol edebileceğimiz anlamına gelir.
Bir malzemeden akım geçtiğinde, elektronların hareketine karşı bir direnç oluşur. Bu direnç kendini ısı olarak gösterir (Joule Isıtma Etkisi). Elektron akışına daha fazla direnç gösteren malzemelerin içlerinden akım geçtiğinde üretecekleri ısı daha yüksek olacaktır. Buna rağmen indüklenmiş akım kullanılarak yüksek iletkenliğe sahip malzemelerin de (bakır gibi) ısıtılması mümkündür. Bu olgu, indüksiyonla ısıtmada kritik öneme sahiptir.
İndüksiyonla ısıtma için nelere ihtiyacımız vardır?
Tüm bunlar, indüksiyonla ısıtma işlemini gerçekleştirmek için iki temel şeye ihtiyaç duyduğumuzu göstermektedir:
- Değişken bir manyetik alan
- Manyetik alan içine yerleştirilmiş elektriksel olarak iletken bir malzeme
İndüksiyonla ısıtma diğer ısıtma yöntemlerine göre nasıldır?
İndüksiyonsuz olarak bir nesneyi ısıtmanın çeşitli yöntemleri bulunmaktadır. Yaygın sanayii uygulamaları arasında gaz fırınları, elektrik fırınları ve tuz banyoları bulunmaktadır. Bu yöntemler, ısı kaynağından (bek, ısıtma elemanı, sıvı tuz) ürüne doğru, konveksiyon ve radyasyon yoluyla, gerçekleşen ısı transferine dayanmaktadır. Ürünün yüzeyi ısıtıldığında ısıl iletim yoluyla ısı üründe iletilir.
İndüksiyonla ısıtılan ürünlerde, ürün yüzeyine ısı aktarılması konveksiyon ve radyasyon mekanizmaları yoluyla olmaz. Bunun yerine ısı, geçen akım sebebiyle ürün yüzeyinde oluşur. Ardından ürün yüzeyinde oluşan ısı, ısıl iletim yoluyla ürün içine aktarılır. Doğrudan indüklenmiş akımla oluşan ısının hangi derinliğe ulaşacağı (elektriksel ) referans derinliğe bağlıdır.
(Elektriksel ) referans derinlik, büyük oranda iş parçasından geçen alternatif akım frekansına bağlıdır. Daha yüksek frekanslı akım daha sığ bir (elektriksel ) referans derinlik oluştururken daha düşük frekanslı akım daha derin bir (elektriksel ) referans derinlik oluşturur. Bu derinlik aynı zamanda iş parçasının elektriksel ve manyetik özelliklerine bağlıdır.

Inductotherm Grup şirketleri, belirli ürün ve uygulamalara yönelik ısıtma çözümlerinin özelleştirilmesinde bu fiziksel ve elektriksel olgulardan faydalanmaktadır. Güç, frekans ve bobin geometrisinin dikkatle kontrol edilmesi yoluyla Inductotherm Grup şirketleri, uygulamadan bağımsız olarak yüksek seviyeli süreç kontrolü sağlayan, yüksek güvenilirlikte ekipmanlar tasarlamaktadır.

İndüksiyon Ergitme
Faydalı bir ürünün elde edilmesine yönelik proseslerin birçoğunda ilk adım ergitmedir; indüksiyonla ergitme hızlı ve verimli bir yöntemdir. İndüksiyon bobininin geometrisini değiştirmek suretiyle indüksiyon ergitme fırınları, bir kahve kupası boyutuna sığacak hacimlerden binlerce ton ergimiş metal hacimlerine kadar şarj edilebilmektedir. Ayrıca, frekans ve güç ayarı ile Inductotherm Grup şirketleri, burada sayılanlar dahil ancak bunlarla sınırlı olmamak üzere, neredeyse bütün metal ve malzemeleri işleyebilmektedir: Demir, çelik ve paslanmaz çelik alaşımları, bakır ve bakır esaslı alaşımlar, alüminyum ve silikon. İndüksiyon ekipmanı, mümkün olan en yüksek verimliliği sağlamak üzere her uygulama için özel tasarlanmaktadır.
Vakum İndüksiyon Ergitme
İndüksiyonla ısıtma, bir manyetik alan kullanılmak suretiyle gerçekleştirildiğinden refrakter veya iletken olmayan başka bir malzeme kullanmak suretiyle iş parçası (veya yük), fiziksel olarak, indüksiyon bobininden yalıtılabilir. Manyetik alan, bu malzemeden geçer ve içerisindeki yük üzerinde voltaj indüklenmesine yol açar. Bu da yük veya iş parçasının vakum altında veya dikkatle kontrol edilmiş atmosferde ısıtılabileceği anlamına gelir. Böylece reaktif metaller (Ti, Al), özel alaşımlar, silikon, grafit ve diğer hassas iletken malzemeler işlenebilmektedir.
İndüksiyonla Isıtma
Bazı yanma yöntemlerinden farklı olarak indüksiyonla ısıtma, şarj büyüklüğünden bağımsız olarak tam olarak kontrol edilebilmektedir. Bir indüksiyon bobininden geçen akım, voltaj ve frekansı değiştirmek suretiyle sementasyon, sertleştirme ve temperleme, tavlama ve diğer ısıl işlem türleri gibi hassas uygulamalarda mükemmel sonuç veren, ince ayarlı mühendislik ısıtması sağlanır. Otomotiv, havacılık ve uzay, fiber optik, mühimmat birleştirme, tel sertleştirme, yay teli temperleme gibi kritik uygulamalar yüksek hassasiyet gerektirmektedir. Titanyum, değerli metaller ve ileri kompozitlerle ilgili olanlar da dahil, özel metal uygulamalarına indüksiyonla ısıtma çok uygundur. İndüksiyonun sağladığı hassas ısıtma kontrolü eşsizdir. Ayrıca, vakum altında pota ısıtma uygulamaları ile aynı ısıtma prensipleri kullanılarak sürekli uygulamalarda belirli bir atmosfer altında indüksiyonla ısıtma yapılabilmektedir. Örnek olarak paslanmaz çelik boru ve tüplerin parlak tavlama işlemi verilebilir.
Yüksek Frekans İndüksiyon Kaynağı
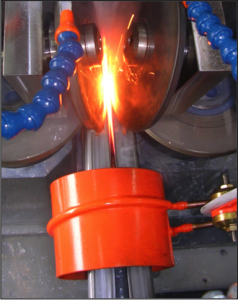
İndüksiyon, Yüksek Frekanslı (YF) akım kullanılarak iletildiğinde kaynak işlemi bile yapılabilmektedir. Bu uygulamada, yüksek frekanslı akım ile çok sığ (elektriksel) referans derinlikler elde edilebilmektedir. Söz konusu uygulamada sürekli bir metal şerit oluşturulmakta ve bu şerit, amacı oluşan şeridin uçlarını birleştirmeye zorlayarak kaynak işleminin gerçekleşmesini sağlamak olan, hassas işlenmiş bir grup merdane arasından geçirilmektedir. Oluşan şerit, merdane grubuna ulaşmadan hemen önce bir indüksiyon bobini içinden geçirilir. Bu durumda, sadece oluşan kanalın etrafında değil, şerit uçları arasında oluşan geometrik “v” boyunca akım geçer. Şerit uçlarından akım geçerken uygun kaynak sıcaklığına (malzemenin ergime sıcaklığı altındadır) ulaşılır. Bu uçlar birbirine bastırıldığında, katı hal dövme kaynağı elde edilecek şekilde tüm pislik, oksit ve diğer safsızlıklar dışarı atılır.
Gelecek
Yaklaşan yüksek mühendislik malzemeleri ve alternatif enerjiler çağı ve gelişmekte olan ülkelerin güçlendirilmesi ihtiyacı karşısında; indüksiyonun benzersiz özellikleri, geleceğin mühendis ve tasarımcılarına hızlı, verimli ve hassas bir ısıtma yöntemi sunmaktadır.